Keeping in close proximity to the production line one can form more than mere theories. Practical ideas forged here, on the production floor, raise production efficiency even higher. Watching closely as the products are being made, one can envision even better production techniques. This is how our method for producing aluminium bars with the world's largest diameter was created. ALMINE's technology is the best in the world because it is truly a union of skill and craftsmanship, born out of the efforts of the front-line production workers.

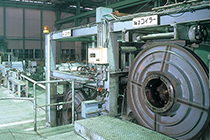
In Misumi plant, with the unique continuous casting rolling method, we can produce aluminium alloy wires and bars until 35Φ.
Coil weight : 2,000 kg/coil max /
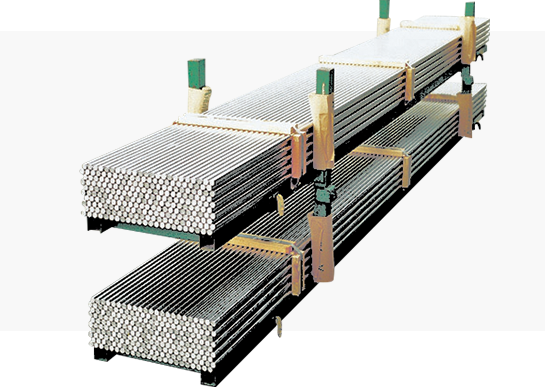
MAX bar Length : 4,000㎜
In Misumi plant, with the unique continuous casting rolling method, we can produce aluminium alloy wires and bars until 35Φ.
Production facility
Item
quantity
Lathes, milling machines, radial boring machines, screw compressors, etc.

In Osaka plant, we produce drawing wire until 0.1Φ from origina lmaterials produced in Misumi Plant. Osaka Plant is also a relay physical distribution spot.
Coil weight : 300 kg/coil max /
MAX single weight of wire carrier : 500 kg
In Osaka plant, we produce drawing wire until 0.1Φ from origina lmaterials produced in Misumi Plant. Osaka Plant is also a relay physical distribution spot.
Production facility
Item
quantity
Screw compressors, lathes, boring machines, etc.

In Kawakami P lant, With u nique c ontinuous casting rolling method, we can produce all aluminium sheets and coils with max width until 1040mm.
MAX Sheet Length:4,000mm /
Coil weight:5,000 kg/coil max
In Kawakami P lant, With unique continuous casting rolling method, we can produce all aluminium sheets and coils with max width until 1040mm.
Production facility
Item
quantity
X-ray thickness meters, screw compressors, truck scale (50t), scrap disposal system, etc

Item
quantity
Lathes, milling machines, radial boring machines, screw compressors, etc.

ISO 9010(2015)
Certification

ISO 14001(2015)
Certification

Aluminum wire production process
Wire materials are produced mainly at the Misumi Plant.
The production lines there can be roughly divided into two processes, wire rod and drawing wire.
The main facilities include melting furnaces, continuous casting and rolling mill, continuous winding machines, drawing wire, winding machines, cutters, heat treatment furnaces, and inspection and research equipment.
In the wire rod process, there are two melting furnaces
from which molten metal is constantly supplied.
They are tilting air furnaces, therefore only the required amount of molten metal is supplied via automatic tilt control.
The molten aluminium from the melting furnace is treated in the holding furnace, then sent to ALMINE's cutting-edge continuous casting and rolling mill.
The ingots produced by the continuous casting machine are continuously checked by X-ray for internal defects and flaws.
The results of the inspection are kept as data to be verified every time a coil is wound.
Next, they go to the roller to be hot-rolled to a diameter of 9.5-35 mm.
The eddy-current flaw detector installed at the outlet of the roller automatically checks for surface defects.
A red, yellow, or green lamp blinks depending on the level of matter or defects detected; if the red lamp is lit, the product is returned to the melting stage to begin the process all over again.
The 9.5-mm-diameter wire rod coming off the continuous casting and rolling mill at the high speed of 1,000 meters per minute is taken up on a 2-ton coil by the winding machine.
Two winding machines are in operation, and when one reaches 2 tons, the process is automatically switched over to the other winding machine in 0.5 seconds.
Wire rod then undergoes a heat treatment which best suits the material or type.
After a strict quality inspection, it is moved to the next stage, which is either shipment or the drawing wire process.
Production process
[Misumi Plant、Osaka Plant、ALMINE VIETNAM]
Ingot

Melting
Melting furnace

Chemical analysis of components
Casting
Continuous casting
machine

X-ray flaw detector
Rolling
Continuous rolling
machine

Eddy-current flaw detector
Winding
Continuous winding
machine
Wire rod

To shipment or drawing wire stage
Wire rod
Drawing
Continuous drawing wire machine

Eddy-current flaw detector
Winding
coiling
Winding machine,
coiling machine

Measurements, tests
Weight measurement
Dimensions measurement
Tensile test
Conductivity test
Hardaness test
Compression test
Metallurgical inspection

Wire rod

Coil style

Carrier style

Bobbin style
Aluminum bar production process
We have production line capable of continuously manufacturing all kinds of aluminium alloy bars up to 35mm in diameter.
This is culmination of experiences and achievements of the continuous casting and rolling method that Almine have piled up until now.
This line further develops the aluminium wire manufacturing process.
We expanded the possibilities for new technologies by facilitating the replacement from other metals to aluminium.
By Combined process for all alloys from aluminium coils, we are producing high quality and no defect coils up to 35mm in diameter with state-of-the-art technology.
Production process
[Misumi Plant、ALMINE VIETNAM]
Ingot
Melting
Melting furnace
Chemical analysis of components
Casting
Continuous casting
machine
X-ray flaw detector
Rolling
Continuous rolling
machine

Eddy-current flaw detector
Winding
Continuous winding
machine

Wire rod
To shipment or drawing wire stage
Wire rod
Drawing
Continuous drawing
wire machine

Eddy-current flaw detector
Winding
coiling
Winding machine,
coiling machine

Combined
Combined machine

Eddy-current flaw detector
Ultrasonic wave flaw detector
Measurements, tests
Weight measurement
Dimensions measurement
Tensile test
Conductivity test
Hardaness test
Compression test
Metallurgical inspection
Bars

Bars
Aluminium sheet production process
All sheet products are fabricated at the Kawakami Plant. The main facilities there include a melting furnace, continuous casting machine, 6 Hi cold rolling mill, washing device, tension leveler, cutters/slitters, die-set shear, and heat-treatment furnaces.
ALMINE also produces the hot coil we use for making aluminium sheets.
The molten aluminium from the melting furnace automatically flows to the continuous casting machine and the hot coil is slowly taken up. While the hot coil is being taken up, test pieces are sampled and arranged in chronological order to undergo a series of tests. The hot coil thus produced is fed to the 6 Hi cold rolling mill , where it is rolled to a thickness of 0.2-4 mm. Our technical staff made significant improvements on the 6 Hi cold rolling mill to achieve high-speed, high-productivity operations. As a part of our thorough quality assurance system, the AFC* and AGC** systems help to maintain the high quality of our products.
Completely flat rollers are needed to produce perfectly flat sheets, there fore the 6 HI cold rolling mill rolls are ground and polished with newest technology grinding machine for mill rolls. The equipment is entirely surrounded by a 5-meter-deep groove to shut out vibration, as extremely high precision measured in microns is required.
The rolled sheets are washed with organic solvents to remove dirt and aluminium powder deposited during rolling. They are then sent to the tension leveler, where the degree of the sheet flatness is even further improved. After that, the sheet, which has been rolled to the specified thickness, is cut to the required length by the die-set shear (traveling cutting machine) if it is for sheet products (meter size). If the sheet is intended for bar products, it is cut to the required width with the slitter (width cutting machine) and taken up in bar form. Depending on the material and product type, heat treatment is applied during the production process by injecting DX gas for anoxic treatment. Following a strict quality inspection, the products are shipped.
*AFC (automatic flatness control) system: An automatic control system for maintaining a stable profile and flatness.
**AGC (automatic gauge control) system: An automatic control system for maintaining sheet thickness measured in microns to achieve the set sheet thickness.
Production process
[Kawakami Plant]
Ingot
Melting
Melting furnace
Chemical analysis of components
Casting
Continuous casting
machine
Hot coil
Rolling
6 Hi cold rolling mill

X-ray thickness meters
AFC(automatic flatness control)system
AGC(automatic gauge control)system
Washing
Washing equipment

Purifying process
Cutting
Tension Leveler

Slitter

Die set shear
Heat treatment
Heat treatment furnace

Measurements, tests
Weight measurement
Dimensions measurement
Tensile test
Conductivity test
Hardaness test
Compression test
Metallurgical inspection
Coil products

Sheet producys
